Table of Contents for Caveman Chemistry: 28 Projects, from the Creation of Fire to the Production of Plastics Table of Contents for Caveman Chemistry: 28 Projects, from the Creation of Fire to the Production of Plastics | ||
|---|---|---|
| <<< Previous | Chapter 13. Theophilus (Glass) | Next >>> |
| Table of Contents for Caveman Chemistry: 28 Projects, from the Creation of Fire to the Production of Plastics | ||
|---|---|---|
| <<< Previous | Chapter 13. Theophilus (Glass) | Next >>> |

Have you ever made ice cream from scratch? There is a fundamental problem in making ice cream; the freezing point of cream is lower than that of water and consequently ice is not sufficiently cold for freezing it. The solution is to add salt to the ice. Saltwater freezes at a lower temperature than pure water and the more salt is added, the lower is the freezing point. This is not peculiar to saltwater; any solution melts at a lower temperature than its solvent. We use salt because it is one of the least expensive substances that dissolves in water, but we could use many other materials to produce temperatures lower than the melting point of water. As a case in point, sugar, too, lowers the freezing point of water, which is the reason that ice cream, a solution of sugar in water with various suspended milk fats, has such a low freezing point to begin with.
Consider the sequence of events that take place when water freezes. We begin with pure water at room temperature, 25°C and cool it, say, by placing it into a freezer with the temperature set at -15°C. The temperature of the water falls, 24, 23, 22°C… A peculiar event occurs when the temperature reaches 0°C; a crystal of ice forms. Though we continue to cool the water, its temperature ceases to fall. An unobservant reader may have glossed over this remarkable statement and it bears repeating. We have water at 0°C in a freezer at -15°C, and yet the temperature of the water remains at 0°C. Though the temperature does not change, all is not static in our water sample; the ice crystal is growing. The water sample is now half ice, yet its temperature is still 0°C. It is now almost completely frozen, with only a single drop of liquid water remaining and yet the temperature has not budged. Only when the final drop has frozen does the temperature begin to drop, -1, -2, -3°C, until at last the ice reaches the ambient temperature of the freezer. One more aspect of the melting behavior of pure substances needs to be understood. Ice is solid and water is liquid. Ice is hard and water is runny. Ice holds its shape and water takes the shape of its container. There is no middle ground between ice and water. At any point during the freezing process, you can point to the spot where the ice ends and the water begins. This behavior is characteristic of the freezing of pure substances.
Contrast this with the freezing behavior of a solution like ice cream. We put the cream and sugar into the ice cream freezer, begin to turn the crank, and as the temperature falls the cream becomes thicker, more viscous. Finally, the cream is so hard that we can no longer turn the crank, but when we open the container we find that the ice cream is still fairly soft. It will continue to get harder and harder as the temperature drops. Indeed, it is hard to say exactly when the freezing is complete. Furthermore, there is no spot where the ice cream ends and the cream begins. This behavior is characteristic of the freezing of solutions.
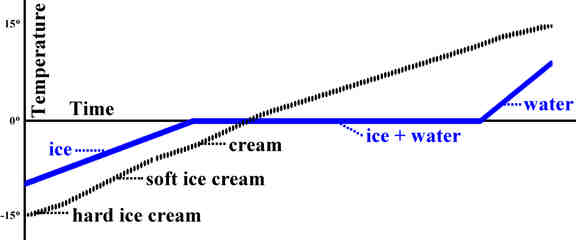
Figure 13-1 compares the melting behavior of ice and ice cream. The temperature of a cup of ice rises to 0°C, at which point water begins to collect in the bottom of the cup. The temperature remains constant as the water rises and the ice shrinks. Only after the last ice has melted does the temperature resume its upward climb. In contrast, the temperature of ice cream rises steadily as it gets softer and softer. Nothing "special" happens at 0°C. It is clearly solid at -15°C and clearly liquid at +15°C, but there is no single melting point. Rather, the ice cream melts over a range of temperatures. The addition of salt or sugar (the solutes) to water (the solvent) causes it to freeze or thaw over a range of temperatures lower than the normal freezing point of the solvent. We say that a solute acts as a flux, for solvents in which it dissolves.
While salt and sugar dissolve in water, they do not do so in silica. A proper flux for silica must be soluble in it but must not boil away in the high temperatures of the furnace. There are four such fluxes in common usage, potassa, soda, litharge, and borax. Potassa K2O is derived from potash, K2CO3 introduced in Chapter 8. In the heat of the kiln, bejeesical carbon dioxide flees the potassium carbonate, leaving potassium oxide to flux the glass. Similarly, soda, Na2O, is derived from soda ash, Na2CO3. Glass produced from silica and soda or potassa alone is somewhat soluble in water and so has limited application. In practice, lime, CaO, is added to glass to render it insoluble in water. Most of the glass in common use is soda-lime glass, a frozen solution of soda and lime in silica.
Complete solution of lead oxide into the silica is the central concern of the lead glass manufacturer. With many pottery glazes, raw glaze ingredients may be applied directly to the ware. When the pottery is fired, the glaze components melt and mix. But with lead glazes, it is safer to melt the raw glaze ingredients into a glass so that complete solution is ensured. This glass is then cooled and crushed into frit, which is simply a term for powdered glass. It is this frit, with the lead already locked into the glass, which is applied to the pottery. Lead poisoning remains a concern for workers making the frit, but not for the end-user. However, un-fritted lead glazes may still be used by some potters and such glazes pose a health risk when used to contain food or drink.
Those who insist on viewing the world in simplistic terms may argue that because it is possible to do a poor job of formulating lead glazes, it is not worth the risk. I would like to point out that it is possible to build a car poorly, to store food poorly, to raise a child poorly. Yet we continue to drive cars because it is faster than walking, to store food because it is better than starving, and to raise children because it is better than letting them fend for themselves. We continue to use lead crystal and glazes because they are more beautiful and versatile than other glasses and glazes. The key to safety is do these things as well as we can, to be prepared to recognize when things go wrong, and to know what to do in those circumstances. Some will persist in demonizing lead, imagining invisible goblins in every cup and saucer, but nobody has to wonder about lead poisoning; test kits for lead may be purchased at ceramics shops and pharmacies.
Recall that we were unable to specify a "melting point" for ice cream. At room temperature it was clearly a liquid, and as it cooled it became thicker, more viscous, until at a temperature of -15°C, it was clearly a solid. With no single melting point, how are we to specify the temperature range over which its viscosity changes? It may surprise you to learn that viscosity, the resistance to flow, may be measured; its unit is the poise. We may characterize glass by the temperatures at which its viscosity takes on certain values. For the sake of comparison, water at room temperature has a viscosity of 10-2 poise (0.01 poise) and motor oil a viscosity of about 102 poise (100 poise). Even at high temperatures, molten glass has a viscosity in excess of 103 poise. As it cools, it reaches the working point, the temperature at which its viscosity equals 104 poise. Near the working point, glass is viscous enough to be easily worked by glass-blowers without dripping from the end of the blow-pipe. By the time it cools to the softening point, the viscosity has risen above 107 poise. A sheet of glass below this temperature will not sag under its own weight. Cooling further, the viscosity reaches 1013 poise at the annealing point. At this temperature the glass is rigid, but still soft enough that it is not easily shattered by mechanical or thermal shock. Below the strain point the viscosity exceeds 1014 poise and the glass is essentially solid. At room temperature, the viscosity of glass is in the neighborhood of 1020 poise. While the viscosity values are important for defining the working, softening, annealing and strain points, the more important point is that the viscosity of glass changes gradually over a range of temperatures. By contrast, the viscosity of water, or indeed any pure substance, changes abruptly from a very small value, that of the liquid, to a very large value, that of the solid, and it does so at a single temperature, the melting point.
I have spoken up until this point as if the temperature of a piece of glass were uniform, but the reality is that a cooling piece of glass will be cooler on the surface than it is in the interior. Because glass expands as it is heated and contracts as it cools, such a temperature difference introduces stress. In molten glass, of course, such stress is easily and quickly relieved because the glass is free to move. But below the strain point the glass is so rigid that any residual stresses are permanently frozen in. Glass stressed in this way may look normal but can shatter violently without warning. It is imperative, then, for a glass-maker to ensure that these stresses have been relieved before the cooling glass reaches the strain point. The process of accomplishing this is called annealing.
The ideal solution to the problem of stress would be to cool the glass so slowly that the surface of the glass is at the same temperature as the interior. But since stresses do not accumulate in the liquid state, it would be a waste of time to slowly cool the molten glass. Even worse, Unktomi has explained in Chapter 2 that crystals may grow when molten rock cools slowly. Given enough time, crystals of pure silica, that is, quartz, may grow in the molten glass, a process called de-vitrification. In practice molten glass should be cooled quickly to a temperature just above the annealing point, held there until the temperature of the glass surface is close to that of the interior, and then cooled slowly to a temperature below the strain point. Below the strain point, the glass may be cooled more quickly.
Returning to the borosilicate glasses we can begin to understand why they are used for cook ware and laboratory glassware. Compared to the other glasses, borosilicates expand and contract less rapidly with changing temperature. Consequently, thermal stresses do not build up in borosilicate glasses to the same extent that they do in others and they are less likely to shatter when heated or cooled. If we were to make soda-lime glass in the pottery kiln we would have to pay careful attention to the firing schedule, cooling slowly through the annealing point to avoid having the glass shatter. Whereas pottery, metals, and lime may all be fired together in a four-hour firing schedule, I have obtained good results making soda-lime glass only with a twenty-four-hour firing schedule, most of that time spent annealing the glass.[1] Borosilicate glasses, by contrast, can be made using the same firing schedule as the other kiln projects. It is not that the glass does not need to be annealed, it is just that the normal cooling rate of the kiln is sufficiently slow to anneal small borosilicate glass objects. For this reason the next section will describe the fabrication of a borosilicate glass rather than the more common soda-lime glass.
 Purity is an over-rated quality, my brothers and sisters. An atmosphere of pure nitrogen would support neither flame nor fish nor fowl; one of pure oxygen would consume the forest in a whirling inferno. An ocean of pure water would be free of both salt and salmon. A perfect desert of pure quartz sand would be devoid of cactus and scorpion. Purity of thought is over-rated as well. The world of the ideologue is as simple and beautiful as the quartz crystal and equally as sterile. Do you think you are a man, my brother? You may happen to temporarily inhibit a male body but you are no man, you are no woman. You are not black or white or yellow. You share your temporary mortal home with memes from every corner of the globe, with ancient notions of remote antiquity and with young whipper-snappers fresh from the six o-clock news. Your mortal, in turn, is thrown together with mortals of different genders, complexions and cultures. At times de-vitrification seems imminent as purity threatens to separate the world into sterile crystalline strong-holds. My siblings, be the flux! Make living glass by lowering the melting point and bringing myriad dissimilar entities into rich and complex solution.
Purity is an over-rated quality, my brothers and sisters. An atmosphere of pure nitrogen would support neither flame nor fish nor fowl; one of pure oxygen would consume the forest in a whirling inferno. An ocean of pure water would be free of both salt and salmon. A perfect desert of pure quartz sand would be devoid of cactus and scorpion. Purity of thought is over-rated as well. The world of the ideologue is as simple and beautiful as the quartz crystal and equally as sterile. Do you think you are a man, my brother? You may happen to temporarily inhibit a male body but you are no man, you are no woman. You are not black or white or yellow. You share your temporary mortal home with memes from every corner of the globe, with ancient notions of remote antiquity and with young whipper-snappers fresh from the six o-clock news. Your mortal, in turn, is thrown together with mortals of different genders, complexions and cultures. At times de-vitrification seems imminent as purity threatens to separate the world into sterile crystalline strong-holds. My siblings, be the flux! Make living glass by lowering the melting point and bringing myriad dissimilar entities into rich and complex solution.
 | Material Safety |
|---|---|
Locate MSDS's for borax (CAS 1330-43-4), copper oxide (CAS 1317-38-0), plaster (CAS 10034-76-1), and silica (CAS 14808-60-7). Summarize the hazardous properties of these materials in your notebook, including the identity of the company which produced the MSDS and the potential health effects for eye contact, skin contact, inhalation, and ingestion. Also include the LD50 (oral, rat) for each of these materials. Your most likely exposure is dust inhalation. If a persistent cough develops, see a doctor. You should wear safety glasses and a dust mask while working on this project. Leftover materials may be disposed of in the trash. |
 | Research and Development |
|---|---|
If you are to make glass for yourself you should know the following:
|
| [1] | Reference [49] gives firing schedules for a wide variety of glass objects of different sizes. |
| <<< Previous | Home | Next >>> |
| Theophilus (Glass) | Up |  |