Table of Contents for Caveman Chemistry: 28 Projects, from the Creation of Fire to the Production of Plastics Table of Contents for Caveman Chemistry: 28 Projects, from the Creation of Fire to the Production of Plastics | ||
|---|---|---|
| <<< Previous | Chapter 20. Leblanc (Soda) | Next >>> |
| Table of Contents for Caveman Chemistry: 28 Projects, from the Creation of Fire to the Production of Plastics | ||
|---|---|---|
| <<< Previous | Chapter 20. Leblanc (Soda) | Next >>> |

By the eighteenth century, increasing quantities of soluble alkali were in demand by three major industries. The glass industry relied on sodium or potassium carbonate as a flux for lowering the melting point of silica. The paper industry preferred soluble sodium hydroxide to marginally soluble calcium hydroxide for hydrolyzing lignin from pulp. The soap industry preferred sodium hydroxide to potassium hydroxide for saponifying oils and fats; the sodium salts of fatty acids are less hygroscopic than the potassium salts, which makes it easy to produce solid cakes of soap from sodium hydroxide. Since sodium hydroxide is easily produced from sodium carbonate and calcium hydroxide, the demands of all three industries would be satisfied if only there were a plentiful, inexpensive supply of sodium carbonate.
From remote antiquity, sodium carbonate had been available from two major sources. It occurred as a mineral in the deserts of the Middle East, having been deposited when water evaporated from ancient, alkaline seas. The Latin name for this mineral was natron, whose first two letters gave us the symbol for the element sodium. The Egyptian name survives in the name for the mineral trona, sodium sesquicarbonate, a 50/50 mixture of sodium carbonate and sodium bicarbonate. Where this mineral is available, other sources of soda cannot compete; there is nothing more economical than digging the material you need right out of the ground.
Trona is not a common mineral, however, and in most parts of the world soda has traditionally been produced by burning plant materials, the ashes of which contain sodium and potassium carbonates. Inland plants are richer in potassium and the soluble alkali extracted from their ashes is called potash, from which the element derives its name. Marine plants are richer in sodium and among the richest sources of soda are saltwort and seaweed. Whatever the source of alkali, a great deal of plant material must be burned to produce a little ash and not all of that ash is soda. Table 8-1 shows that 1000 pounds of beech wood yields only 1 pound of potash. Similarly, 1000 pounds of dry kelp yield at most 2 pounds of soda.[1] When the demand for soda exceeds the supply from mineral and vegetable sources, an enterprising chemist would look for another source of soda and one obvious candidate is ordinary salt.
Salt was indispensable for the preservation of meat in the time before refrigeration, and it continues to be produced by time-honored methods. Salt-makers in hot climates produce salt by flooding shallow ponds with sea-water and allowing the Sun to drive off the water. In cold climates they freeze salt water; pure water-ice freezes out first, leaving concentrated brine to be evaporated to dryness. Salt-makers who are unfortunate enough to live in moderate climates must burn fuel to drive bejeezical water from brine. Salt can be extracted not only from modern seas, but from ancient ones as well; the dried remains of ancient oceans are mined or quarried for the mineral, halite. With sodium from sodium chloride, we need only find a way to combine it with carbonate to make soda.
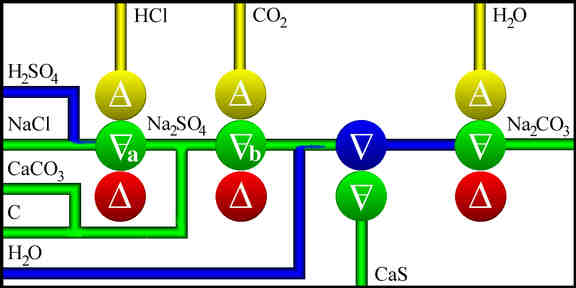
The Leblanc process consists of three furnaces and a lixiviator, as shown schematically in Figure 20-2. In the first furnace, the salt cake furnace, sodium chloride and sulfuric acid engage in a typical metathesis reaction, as shown in Figure 20-2(a). The products are solid sodium sulfate and gaseous hydrogen chloride. During the first half-century of the Leblanc era, there was little commercial demand for hydrogen chloride and it was simply sent up the chimney. If the neighbors complained, which they often did, the soda-maker simply built a taller chimney; chimneys of 400 feet were not uncommon. Alternatively, hydrogen chloride gas was absorbed into water, producing hydrochloric acid. With little demand for this acid it was frequently run into the nearest river. This seems irresponsible by modern standards, but the point of this first step is, after all, to get rid of the chloride and keep the sodium.
The second furnace of the Leblanc process, the black ash furnace, reacts sodium sulfate with coal and limestone at red heat, as shown in Figure 20-2(b). Bejeezical carbon dioxide flies the coop leaving black ash, a mixture of sodium carbonate, calcium sulfide, and residual coal and limestone. The main product, sodium carbonate, is soluble in water while the waste products are not. The third step of the process lixiviates the black ash with water, leaching out the soda and leaving a solid combination of blackened calcium sulfide and limestone known in the trade as tank waste. The final furnace evaporates the wash water, which deposits its cargo of soda. If this wash water is boiled down and left to cool, the result is washing soda, Na2CO3�10 H2O. If it is calcined at red heat, the result is soda ash, Na2CO3. The schematic may look complicated, but the first two furnaces hearken all the way back to Figure 1-3 and the right half of the figure is identical to Figure 8-1. Just remember that reactants enter from the left of the figure, waste product exit to the top and bottom, and the main product exits to the right. Study the figure well and you will understand on a fairly sophisticated level the genesis of the modern chemical industry.
 | Material Safety |
|---|---|
Locate MSDS's for sulfuric acid (CAS 7664-93-9), sodium chloride (CAS 7647-14-5), hydrogen chloride (CAS 7647-01-0), and sodium sulfate (CAS 7757-82-6). Summarize the hazardous properties in your notebook, including the identity of the company which produced each MSDS and the NFPA diamond for each material.[2] Your most likely exposure will be to hydrogen chloride fumes. If a persistent cough develops, seek medical attention. You should wear safety glasses while working on this project. All activities should be performed in a fume hood or with adequate ventilation. Leftover materials can be flushed down the drain with plenty of water. |
 | Research and Development |
|---|---|
You are probably wondering what will be on the quiz.
|
| [1] | Reference [29], p. 171. |
| [2] | The NFPA diamond was introduced Section 15.2. You may substitute HMIS or Saf-T-Data ratings at your convenience. |
| <<< Previous | Home | Next >>> |
| Leblanc (Soda) | Up |  |